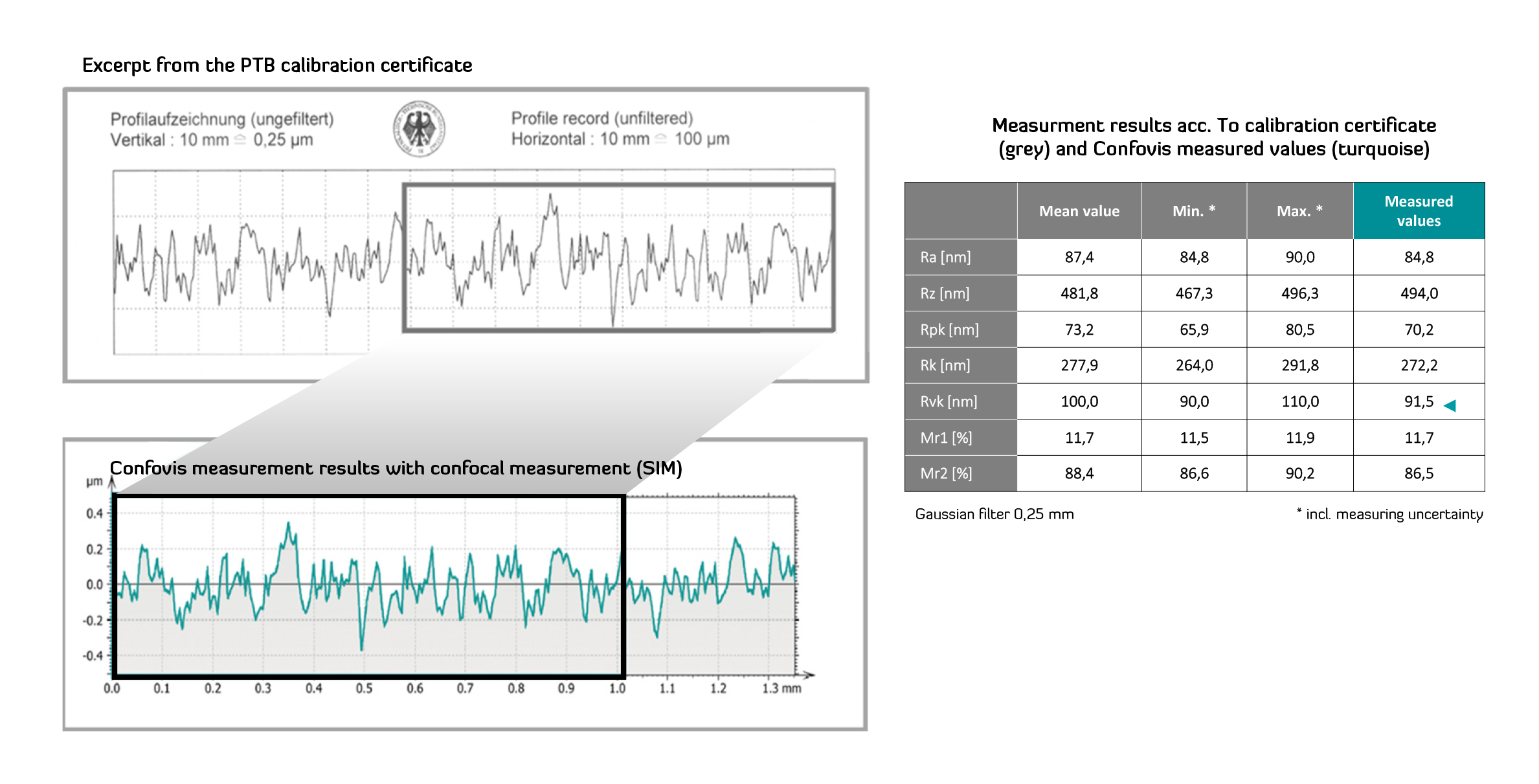
In comparison with conventional profile-based methods, no stylus wear occurs when determining the roughness of the surface in the Confovis surface measuring systems. This means that there are no running costs for new probes and the surfaces of the specimens, which may be very sensitive, are not damaged by the measurement. Due to the higher lateral resolution of the Confovis measurement system, the significantly increased density of measuring point reveals additional features of the surface. The automatic generation of up to 22 profile lines per single measurement and an increased measuring point density generate much more precise roughness data of the surface. The traceability of the roughness measurements to standards DIN EN ISO 4287, 4288 and 13565 can be determined at any time using standards (e.g. the superfine KNT 4070/03 roughness standard series from HALLE).
Up to now, the profile method has been the PTB gold standard for profile-based roughness measurements, which Confovis measuring systems can reproduce without limitation. The surfaces measured with the Confovis measuring software are analyzed with the MountainsMap® software. Function-based surface parameters according to DIN EN ISO 25178 are also available.