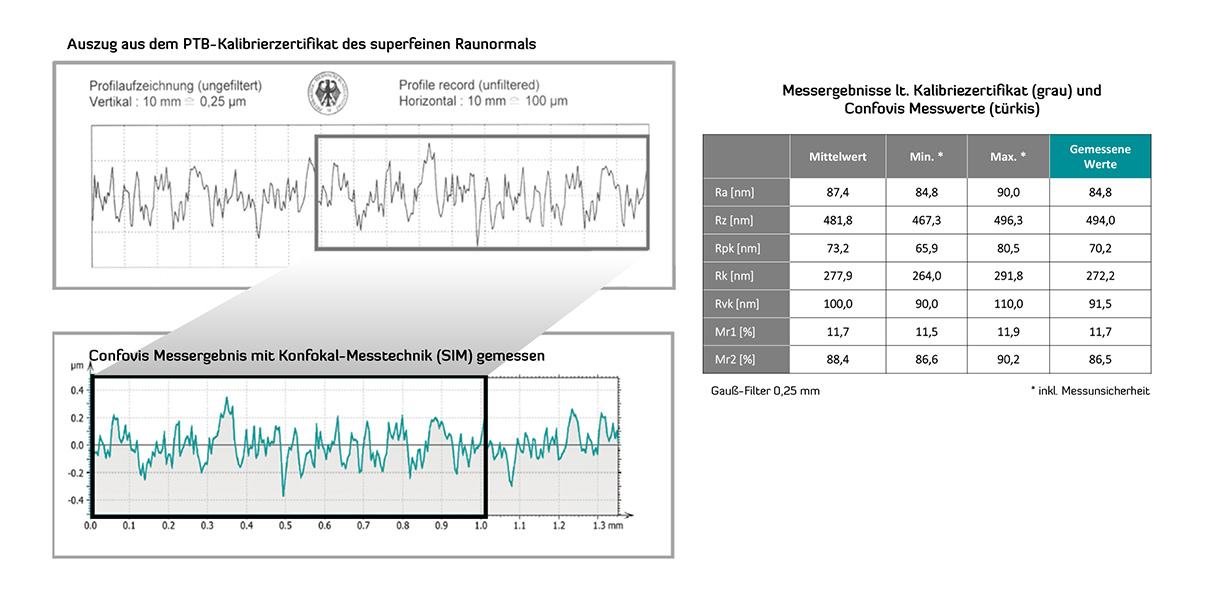
Im Vergleich zu herkömmlichen Tastschnittverfahren, tritt bei der Ermittlung der Rauheit der Oberfläche bei den Oberflächenmesssystemen von Confovis kein Tasterverschleiß auf. Dadurch entstehen keine laufenden Kosten für neue Taster und die teils sehr empfindlichen Oberflächen der Proben werden durch die Messung von Rauheit nicht beschädigt. Durch die höhere laterale Auflösung des Messsystems von Confovis zeigt die deutlich erhöhte Messpunktdichte zusätzliche Eigenschaften der Oberfläche auf. Die automatische Generierung von bis zu 22 Profillinien pro Einzelmessung und eine erhöhte Messpunktdichte lässt eine deutlich präzisere Aussagekraft über die Rauheit der Oberfläche zu. Die Rückführbarkeit der Rauheitsmessungen auf Normen DIN EN ISO 4287, 4288 und 13565 können jederzeit anhand von Normalen (z.B. das superfeine Raunormal der Baureihe KNT 4070/03 von HALLE) ermittelt werden. Bisher ist das Tastschnittverfahren bei profilbasierten Rauheitsmessungen der Goldstandard der PTB, den die Messsysteme von Confovis uneingeschränkt nachbilden können.
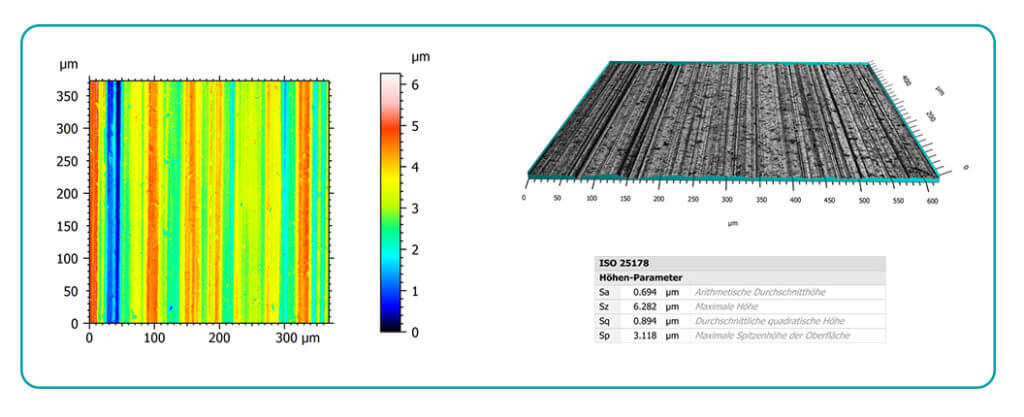
Die mit der Confovis Messsoftware gemessenen Oberflächen werden mit der Analysesoftware MountainsMap® analysiert. Auch funktionsbasierte Flächenparameter gemäß DIN EN ISO 25178 stehen hierbei zur Verfügung.