Laser Scanning Mikroskopie
confovis ⋯ Lösungen ⋯ Oberflächenmesstechnik ⋯ Laser Scanning Mikroskopie
Laser Scanning Mikroskopie und ihre Grenzen bei anspruchsvollen Oberflächen
Messverfahren wie konfokale Laser Scanning Mikroskopie (confocal laser scanning microscope; clsm), Fokusvariation und Weißlichtinterferometrie stoßen bei anspruchsvollen Oberflächenmessungen oft an ihre physikalischen Grenzen. Der Laser verursacht bei der Laser Scanning Mikroskopie Kohärenz- und Speckle-Effekte. Die Fokusvariation erreicht ihre Grenzen bei reflektierenden und feinen Oberflächen durch die geringe axiale Auflösung. Geringe Akzeptanzwinkel sorgen bei der Weißlichtinterferometrie für unsaubere Ergebnisse. Zwar hat jedes dieser Messverfahren seine berechtigten Anwendungen in Industrie und Forschung gefunden, jedoch konnte bisher kein Verfahren alleine die gesamte Bandbreite abdecken, die erforderlich ist, um unbekannte Oberflächen bis auf den Mikro- und Nanometerbereich hinein genau zu messen.
Laser Scanning Mikroskopie, Weißlichtinterferometrie
& taktile Messung im Vergleich zum Confovis Messverfahren
Die taktile Messung eignet sich für Oberflächen mit gerichteten Strukturen, wie diese beispielsweise beim Schleifen entstehen. Bei modernen funktionstragenden Oberflächen mit zufällig verteilten Strukturelementen (entstehen z.B. durch Finishen oder Beschichten) ist jedoch eine flächige Messung erforderlich, um die funktionalen Eigenschaften zu bestimmen.
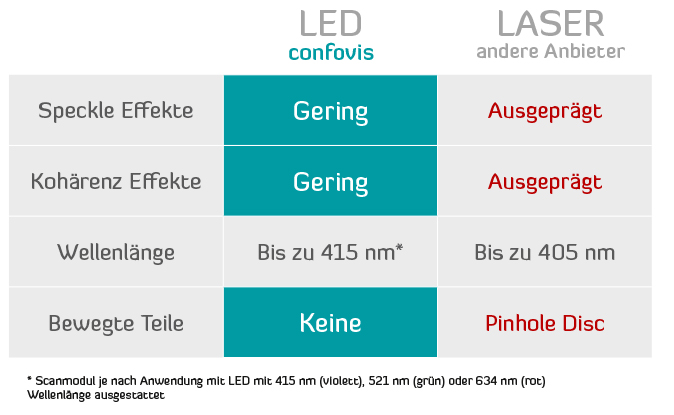
Dies kann mit der kombinierten Messung (Konfokalmikroskopie und Fokusvariation) und mit den optischen Messsystemen von Confovis erreicht werden. Dabei sind die geringen Kohärenz- und Speckle-Effekte bei Confovis Messgeräten entscheidend für die hervorragenden Ergebnisse. Viele (konfokale) Laserscanning Mikroskope und Weißlichtinterferometer können dies nicht bieten.

Konfokale Lasermikroskopie, Weißlichtinterferometrie und taktile Messung im Vergleich zu Confovis
Laser Scanning Mikroskopie: nur nach Aufbereitung der Messdaten aussagekräftig
Durchdie auf der Physik des Lasers basierenden Schwierigkeiten der konfokalen Laser Scanning Mikroskopie entsteht ein enormer Nachbehandlungsbedarf für die Messdaten, wodurch die tatsächlich gemessene Oberfläche dem Nutzer nicht zur Verfügung steht und nicht korrekt gemessene Stellen einfach interpoliert werden. Dies führte in vielen Industrien zu Skepsis gegenüber der optischen Oberflächenmesstechnik. Diese Skepsis ist berechtigt und Confovis möchte dem mit Transparenz begegnen.
Confovis verfolgt die Strategie – anders als bei der Laserscanning Mikroskopie – dem industriellen Anwender maximale Transparenz bei der Datenerfassung zu gewährleisten. Das Systemrauschen und die Auflösung werden gemäß fairem Datenblatt bestimmt, anstatt ein realitätsfremdes Best-Of anzugeben oder gar, wie häufig üblich, die Auflösung des Encoders der z-Achse als „z-Auflösung“ (den minimal messbaren Höhenunterschied) zu deklarieren. Die Auflösung des gesamten optischen Messsystems wird nicht durch den Encoder bestimmt, sondern durch die Qualität der verwendeten Optikkomponenten.
Für weitere Datentransparenz stellen die Confovis Messsysteme nach Abschluss einer Messung für jeden einzelnen Messpunkt einen Qualitätswert zur Verfügung durch den der Nutzer die Güte des Messsignals beurteilen kann. Des Weiteren kann mit automatisierten Mehrfachmessungen die Messmittelfähigkeit für den vorgesehenen Einsatz anhand der Cg- und Cgk-Werte bestimmt werden.
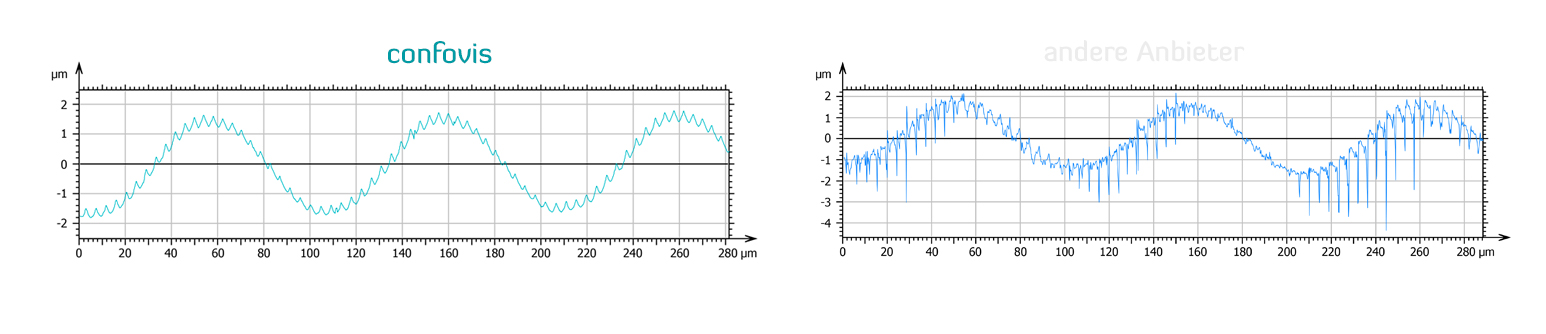
Confovis Messdaten (links) und Messdaten eines Laserscanning Mikroskops (rechts), gemessen am Normal Hommel RNDH2
Das konfokale Messverfahren von Confovis als Alternative zur Laser Scanning Mikroskopie
Confovis liefert mit seinem patentierten konfokalem Arbeitsprinzip (Structured Illumination Microscopy, SIM) eine praxisgerechte Lösung, die vor allem die bisher bekannten Einschränkungen der klassischen konfokalen Messtechnik bzw. Laser Scanning Mikroskopie aufhebt. Dazu gehört, dass aufgrund der patentierten Technologie Messergebnisse keine Artefakte aufweisen, sodass selbst spiegelnde Oberflächen optisch messbar werden. Eine Rauheitsmessung erfolgt zuverlässig und ungefiltert (gemäß VDA 2006) und ist auf Normen rückführbar. Die Messgeschwindigkeit ist durch die flächige Erfassung der Oberfläche wesentlich höher und nicht, wie bei anderen konfokalen Verfahren, durch bewegbare und mechanische Komponenten (Pinhole-Disc oder Galvospiegel) limitiert.
Confovis TOOLinspect
- Messung verschiedenster Oberflächen und Materialien; auch an spiegelnden und transparenten Schichten
- Artefaktfreie Messungen anspruchsvoller Oberflächen (keine „Bat wings“)
- Fokusvariation als zusätzliches Messverfahren für Form und sehr raue Oberflächen
- Volle Datentransparenz: Jeder Datenpunkt kann beurteilt werden. Die Datenqualität jedes einzelnen Messpunkts steht dem Nutzer transparent zur Verfügung.
- Wartungsfrei: Keine Beweglichen Teile, daher keine Nachjustage erforderlich. Damit sind die Gesamtkosten einer Investition signifikant geringer als bei anderen Systemen.
- Hochpräzise Messtechnik: konfokal mit einer hohen vertikalen Auflösung < 3 nm (VDI 2655)

SIE HABEN FRAGEN ODER MÖCHTEN MEHR INFORMATIONEN? KONTAKTIEREN SIE UNS!