

Die DIN-Norm DIN EN ISO 4287 definiert Kenngrößen zur Beschreibung der Oberflächenbeschaffenheit durch das Tastschnittverfahren. Profilparameter werden hierbei am Rauheits-, Welligkeits- und Primärprofil ermittelt und geben Rückschlüsse auf die, in der DIN-Norm festgelegten, funktionstragenden Eigenschaften der jeweiligen Oberfläche. Tastschnittgeräte sind bis heute der Goldstandard bei der Ermittlung, in der DIN EN ISO 4287 beschriebener, profilbasierter 2D-Rauheitsparameter. Die optischen Messsysteme von Confovis erreichen diesen auf die DIN-Norm rückführbaren Standard und bieten darüber hinaus vollflächige artefaktfreie Oberflächendaten zur weiterführenden Analyse.
Zur Bewertung der funktionsrelevanten Oberflächeneigenschaften eines Bauteils gibt es verschiedenste Parametersätze. Neben der Form der Oberfläche sind Welligkeit und im Besonderen Rauheit relevante Eigenschaften, um Laufeigenschaften, Verschleiß, Dichtfähigkeit oder Glanz zu charakterisieren. Diese Oberflächeneigenschaften werden in der DIN 4760 allgemeinhin als Gestaltabweichung bezeichnet und von 1. Ordnung (langwellige Abweichungen) bis 6. Ordnung (Gitteraufbau des Werkstoffes) unterteilt. Je nach Funktion der Oberfläche sind unterschiedliche Gestaltabweichungen ausschlaggebend und werden über eine Filterung separiert und bewertet.
Rauheitsparameter werden am Rohprofil ermittelt, welches zunächst von Form und Welligkeit separiert wird. Dafür werden die Rohdaten der Oberfläche über eine, in der Norm DIN EN ISO 4288 definierten, Messstrecke aufgenommen und anschließend gefiltert. Die häufigsten Längen für die Gesamtmessstrecken sind 5.6mm, bei der größten Höhe des Rauheitsprofils Rz von 0.5-10µm und 1.75mm bei Rz=0.1-0.5µm.
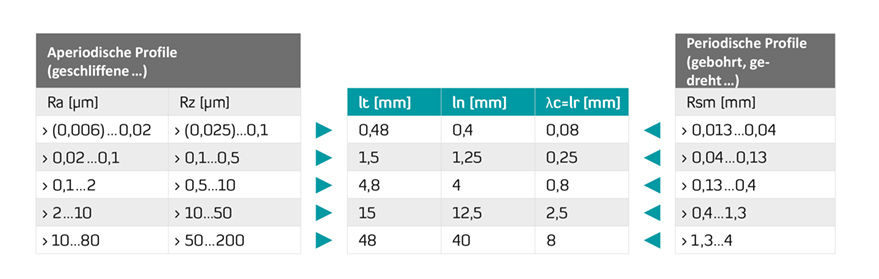
Die Werte der folgenden Tabelle gelten für die Auswahl der Grenzwellenlänge λc und der Taststrecke (für periodische und aperiodische Profile):
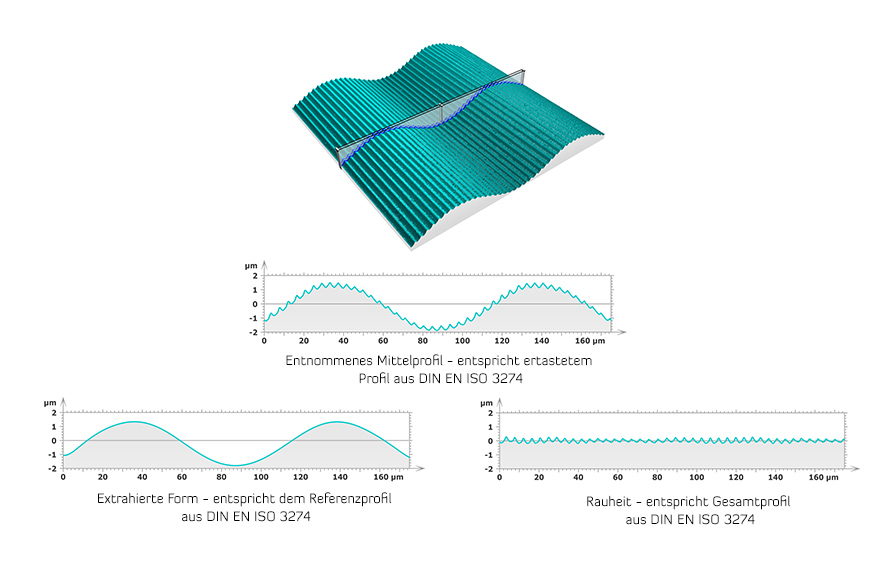
Dem gemessenen Profil wird die Form über ein Polynom entfernt und somit das Rauheitsprofil separiert. Im Nächsten Schritt schreibt die Norm die Anwendung eines λs Filters zur Reduktion von Messrauschen bzw. Mikrorauheit vor. Diese Filter für kurze Wellenlängen darf in einigen Anwendungsbereichen, wie z. B. der deutschen Automobilbranche (VDA 2006), nicht hergenommen werden und ist bei den optischen Messsystemen von Confovis wegen der sehr hohen Datengüte im Default-Modus deaktiviert. Das entstandene Primärprofil wird anschließend durch einen Gauß-Filter, mit der in der DIN EN ISO 4288 definierten Grenzwellenlänge λc, verrechnet. Diese Filterung dient der Trennung von Welligkeit und zu untersuchender Rauheit. Dem Rauheitsprofil werden Oberflächenkenngrößen wie beispielsweise die größte Höhe des Profils Rz oder der arithmetische Mittelwert Ra entnommen und zur Bewertung der Oberfläche herangezogen.
Die Kenngrößen des Rauheitsprofils nach DIN EN ISO 4287 lassen teils nur begrenzt Aussagen über die tatsächliche Oberflächenbeschaffenheit zu. Insbesondere bei plateauartigen Oberflächen können diese Werte die funktionsrelevanten Eigenschaften nicht ausreichend abbilden, wodurch auf die Parameter aus der DIN EN ISO 13565 wird.
SIE HABEN FRAGEN ODER MÖCHTEN MEHR INFORMATIONEN? KONTAKTIEREN SIE UNS!
Michael Deter
Tel: +49 3641 27 410 – 00
Sie müssen den Inhalt von reCAPTCHA laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr InformationenSie müssen den Inhalt von reCAPTCHA laden, um das Formular abzuschicken. Bitte beachten Sie, dass dabei Daten mit Drittanbietern ausgetauscht werden.
Mehr Informationen